Operators of anaerobic digestion (AD) plants know how important it is to optimize energy use across all stages of the process. That is why many recapture as much heat as possible for reuse elsewhere, including from the hot exhaust gases generated by the combined heat and power (CHP) engines which turn the biogas from the AD plant into useful heat and electricity.
Heat exchangers used for exhaust gas heat recovery need to be particularly robust in order to cope with the physical and chemical stresses imposed on them from the exhaust gases which are both hot and corrosive. HRS Heat Exchangers were recently asked to install just such a unit.
An AD site belonging to one of the leading waste management companies in the UK transforms some 45,000 tonnes of food waste from domestic and commercial sources into renewable electricity and high-value digestate biofertilizer. From the beginning, the plant had been designed to be as efficient as possible and included exhaust gas heat recovery. However, when the original heat exchanger fitted to the exhaust system failed after just a few years of operation, the client approached HRS to provide a more robust and reliable replacement.
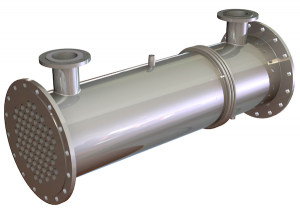
The ideal solution was an HRS G Series gas cooling heat exchanger: a complete stainless steel multi-tube heat exchanger specifically designed for exhaust gas cooling and thermal recovery. The hot exhaust gases flows through the interior tubes of the heat exchanger while the service fluid, in this case, water, flows through the surrounding shell. The use of stainless steel is a key factor in the longevity of the G Series and rapid corrosion of the original carbon steel unit was one of the reasons for the original’s failure.
Other design features of the G Series also increase its operational life as Matt Hale, International Sales & Marketing Director at HRS Heat Exchangers explains: “All HRS tubular heat exchangers include bellows in their design to allow for thermal expansion. The original heat exchanger we replaced was exposed to significant thermal stresses which contributed to its early failure.

“You also need to consider the condensation which can occur when the hot gas meets the tube plate and cooling begins. The resulting condensate is acidic and can be extremely corrosive, so the HRS G Series includes drains in the header to allow this condensate to be removed, as well as a hatch to allow for manual cleaning and inspection.”
As an operational plant, it was important to keep downtime at the plant to a minimum during the installation of the new unit. HRS manufactured the new heat exchanger to the same eternal dimensions and used the same connections as the original. This enabled a straightforward installation in just a few hours without any pipework modifications, with the installation being carried out just eight weeks after design approval.
In operation the new G Series heat-exchanger cools the exhaust gas from ~980oF to ~600oF and the heat recaptured from the process is used in the AD facility and to provide hot water around the site. Since installation the HRS G Series heat exchanger has performed so well that HRS has been asked to quote for the replacement of another unit which is used to treat the digested sludge from the plant, with an HRS DTI Series unit.