With additional process improvements on the horizon, a different type of technology is fast becoming the premier air pollution control solution for the biomass and waste industry.
By Martin Schroeter and Asa Halliday
Biomass and waste fuels are fast becoming a key pillar for CO2 neutral energy production, thanks in large part to continuing increases in the price of conventional fuels, and increased climate awareness. Additionally, biomass and waste-derived fuels can help reduce landfill, minimize forestry waste, and create valuable byproducts such as biochar.
As with any fuel combustion, trace compounds from using biomass and waste must be controlled to minimize environmental impact. The byproducts of the fuel or combustion can consist of alkaline, halogen, phosphate, or sulfur-containing compounds, hazardous or heavy metals, dioxins, furans, or simply NOx.
Traditional methods rely on a combination of different wet and dry scrubbers and chemical reaction vessels to control the emission of those byproducts upstream of the stack. This multi-step approach is prone to costly and operational issues that can be mitigated by combining those steps in one compact, dry multi-pollutant emission control.
All-in-one dry technologies using high temperature ceramic filter elements with SCR DeNOx catalyst embedded in the filter walls, when combined with dry sorbent injection, (typically based on lime or sodium, possibly combined with pulverized activated carbon) and ammonia injection, control all major combustion byproducts at levels of 95 to 99.9+ percent, depending on the targeted species.
While this filtration is suitable for all forms of biomass and waste-to-energy systems, this article will present design experience from gasification of sewage sludge to pyrolyzing of biomass and steam boiler combustion of fermentation broth.
Market Specifics
While motivation for investment into a biomass or waste-fueled process technology varies with the type of fuel, the technologies splitting the fuel into a combustible producer gas and a solid residual receive increased attention. Authorities in various states have acknowledged that producer gas-forming processes, like gasification or pyrolysis, significantly reduce harmful emission to the atmosphere compared to straightforward incineration of the biomass or waste. Additionally, the typically methane and hydrogen-rich producer gas forms a potential base for a carbon-neutral hydrogen industry.
For further processing of the producer gas, the solids are separated and recovered as valuable biochar, which has application as soil conditioner or substitute for fly ash from coal-fired power plants in cement. Owing to the relatively high temperature of the producer gas, applicable separation technologies are limited to mainly cyclone technologies, high temperature filtration, or a combination of both. The selection of technology can often depend on the required separation efficiency dictated by the downstream process, with service temperatures up to 1,600°F.
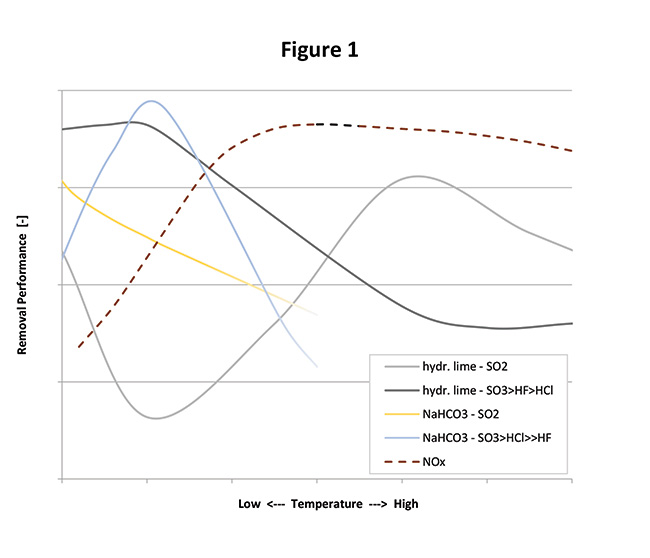
In the case relating to thermal processing of the producer gas, emissions in the oxidizer exhaust must be controlled according to local permit requirements regarding stack emissions. A multi-pollutant control solution that combines the capability of dry sorbent injection for acid gas control with a high efficiency filtration technology and catalytic NOx control based on the principle of the SCR DeNOx process in one piece of equipment is most desirable. This technology allows the optimum temperature window to be chosen for the desired component control, which generally favors higher temperatures for SO2 and lower temperatures for SO3, HF and HCl removal as shown in Figure 1. The preferred sorbent type at elevated temperature is hydrated lime; sodium-based sorbents can be alternatively used at lower temperature.
The Process
The filtration process requires the addition of reactants to the raw pollutant gas (see Figure 2). Dry sorbent for acid gas control is injected into the raw pollutant gas, where it reacts with acid gas components, such as SO2, SO3, HF or HCl, to form the corresponding salts with the sorbent. Considering that this reaction is controlled by a certain reaction rate, the residence time of the sorbent material inflight and on the filter cake is designed to match the required removal efficiency.
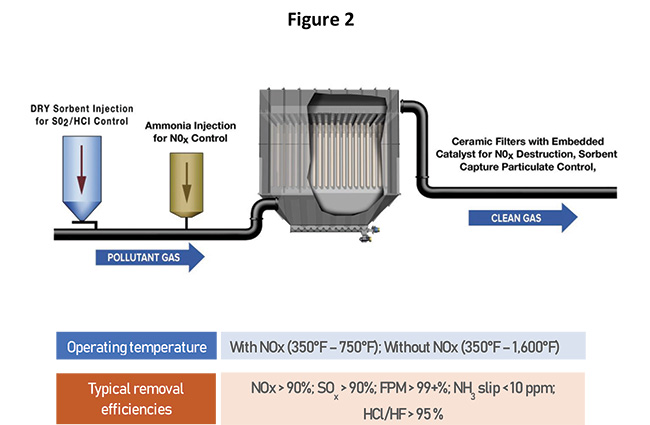
Figures courtesy of Tri-Mer Corporation, Owosso, MI.
Injection designs with simple lance technology typically achieve up to 90 percent removal efficiency of SO2 and up to 95 percent removal efficiency of other acid gases, including SO3, HF and HCl. At a given residence time, the need for higher removal efficiencies requires higher sorbent injection rates. For higher levels of reduction, there are advanced injection technologies that can offset 20 to 30 percent of such increased injection rate demand by improved mixing and enhanced inflight reaction.
If very high removal efficiencies are required, it is necessary to extend the residence time. An efficient method is to re-inject the filter residue, thereby increasing use of the sorbent material. This method allows safe removal efficiencies of up to 95 percent of SO2 and can easily be retrofitted to an existing system. For removal efficiencies > 95 percent of SO2, physical residence time must be added by a so-called reaction tower, which can achieve up to 99 percent of SO2 removal when equipped with a cyclone designed to recirculate the majority of the sorbent back to the injection point.
Additionally, the sorbent is a critical aspect of the system, acting as a filtration aid and masking the filtration properties of the fly ash. The sorbent helps to build a healthy filter cake, which improves the pressure drop over the filter and the online cleaning ability of the filter elements, as well as the extraction and transportation behavior of the filter residue.
Depending on the temperature at injection point, aqua ammonia or urea will be injected into the raw pollutant gas for NOx control. While filtrable and condensable PM are essentially captured on the filter cake, the NOx and ammonia-laden gas passes into the filter wall, which is impregnated with finely dispersed SCR DeNOx catalyst. The ammonia reacts with the NOx to form harmless nitrogen and water vapor. Typically, 90 percent NOx removal efficiency can be achieved over a wide temperature range. The system can achieve up to 98 percent removal efficiency with the addition of a NOx slip reactor in the filter’s clean gas outlet. The rigidity of the ceramic filter material and its ability to maintain a residual filter cake, protect the catalyst in the filter wall or in the outlet of the filter unit from plugging and poisoning. This fact is supported by an industrial track record of 10+ years of service life for the filter elements.
Conclusions
This type of technology is proven to provide a wide range of benefits to developers of biomass and waste-to-energy facilities. Its flexible, modular approach facilitates a stepped process of meeting more stringent emissions targets in the future, all within the same footprint. Unlike traditional methods of multi-pollutant control, the technology delivers the highest levels of pollutant reduction, with a smaller footprint, added ease of operation, and low cost of operation.
With growing experience in the design and operation of air pollution control technologies in the exhaust of biomass and waste fueled processes, the technology is proven to help mitigate opacity issues created by condensable particulate. The primary focus is on SO3 and ammonium chloride, both of which are controllable with the correct design. While SO3 is a product of the thermal decomposition of sulfur-containing combustibles, a well-designed dry scrubber will reduce SO3 below opacity limit of about 7 ppm, while meeting NOx removal efficiencies > 90 percent at the stack.
The combustion of chicken litter typically demands control of NOx, acid gas and PM. A standard solution is boiler SNCR followed by downstream DSI and baghouse. Since chicken litter releases a considerable amount of HCl when combusted, increased ammonia slip enhances the formation of ammonium chloride upstream of DSI injection for HCl control. Ammonium chloride passes on to the stack to form a visible plume when condensing. UltraCat Filtration solution takes this into account by allowing the injected sorbent to react with the HCl upstream of the ammonia injection.
With additional process improvements on the horizon, the technology is fast becoming the premier air pollution control solution for the biomass and waste industry.| WA
Case Studies
The multi-functionality of the UltraCat Filtration technology is a completely dry alternative to traditional wet scrubber solutions or a combination of wet and dry solutions. While operating at elevated temperature, it also allows for more efficient waste heat recovery.
Sewage Sludge Gasification
Disposal of sewage sludge in metropolitan areas is a challenge increasing in tandem with population growth. A proprietary gasification process is treating the sewage sludge of a nearby wastewater treatment plant by splitting 430 tpd of Class A biosolids into bio fly ash, being sold as a substitute for coal fly ash to the cement industry, and a producer gas, which delivers the energy to dry the biosolids.
Downstream of separating the bio fly ash of the gasifier with a cyclone, the producer gas is used as fuel in an oxidizer to thermally decompose all combustibles, including PFAS. The heat of the oxidizer exhaust gas is recovered to feed the dryers with hot air, making the process autothermal self-sufficient. A fully redundant UltraCat Filtration system with NOx slip reactor controls the emissions to strict New Jersey SOTA standards with removal efficiencies of NOx > 95 percent, SO2 > 93.5 percent and FPM > 99.7 percent.
Power from Tire-Derived High Sulfur Diesel Fuel
Tire-derived fuel has a long tradition of co-firing as a solid fuel in industries such as cement kilns. Converting tires into a liquid, diesel-like high sulfur fuel, however, creates the opportunity to directly convert it to power in an engine genset. A redundant UltraCat Filtration system controls the emissions with a removal efficiency of NOx > 78 percent and SO2 > 83 percent.
Fermentation Broth-Fired Bubbling Bed Boiler
Fermentation broth is typically landfilled at a considerable tipping fee. The heating value of the fermentation broth makes it a valuable fuel for steam recovery, substituting for conventional fuels, such as natural gas. The fermentation broth is directly fed into a bubbling bed boiler, which has a low exhaust gas temperature of < 500°F.
In technology competition with circulating dry scrubber baghouse technology and re-heating for downstream traditional SCR NOx control, the combination of a recirculating DSI reactor with UltraCat Filtration technology achieved the same performance efficiency of NOx > 87.3 percent, SO2 > 96.7 percent and FPM > 99.4 percent without any requirement for re-heating of the boiler exhaust gas, or air dilution for exhaust gas moisture control.
Martin Schroeter is Product Manager – Dry and Ceramic Products for Tri-Mer Corporation (Owosso, MI). He has 29 years of experience in the chemical industry and catalyst manufacturing. He can be reached at (989)-723-7838 or e-mail [email protected].
Asa Halliday is Sales Manager for Tri-Mer Corp. Owosso, MI, and has 10 years of experience in the air pollution control industry. He can be reached at (989) 723-7838, ext. 308 or e-mail [email protected].
For more information, visit www.tri-mer.com.