In December 2014 the EPA published the long awaited final ruling on Coal Combustion Residuals handling. The rule was published in the Federal Register on April 17, 2015.
By Richard Munson
The ruling is fair, but six years of uncertainty delayed the implementation of wet to dry systems to transport Coal Combustion Residuals (CCRs) to landfills because of the lack of clarity on how to store these wastes.
Now utilities and supporting vendors will be focusing on their ash ponds to determine if they comply with the regulations or if they need to be modified or closed. There is a lot of work to do for each utility to determine where it stands on each pond or impoundment and then in determining their path forward.
This paper focuses on a new way to store and transport the CCR materials, which saves capital cost, reduces operating costs and simplifies the movement of CCR material. We realize that the CCR rule focuses more on the integrity of impoundments, but how to move this material is important too. Some operators are confronting the question now of how to store and move their CCR waste because the volumes are enormous and, over time, small efficiencies add up to big savings.
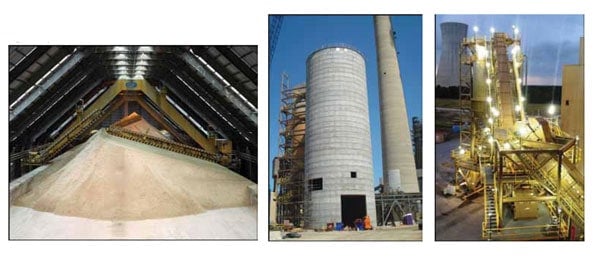
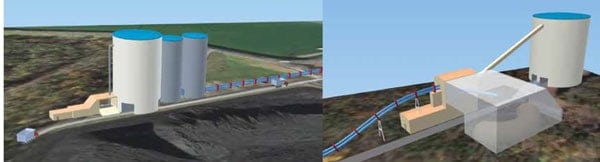
Not much has been done on new designs to transport CCR because moving this material is complicated. Handling three or four different types of CCR material spawns complex storage and handling equipment designed to hold and then transport large amounts of each material. This inevitably drives the construction of more conservative designs. This creates high capital costs to build and high costs to operate and maintain these systems. Also, CCR materials are not the ideal materials to handle so engineers often concentrate on traditional methods to do so and new concepts are considered speculative. The traditional way to store these materials is shown in Figure 1.
Handling This Waste Efficiently
The proposition is to minimize the footprint and complexity at the plant end and create surge storage at the landfill end, which provides flexibility in the operation. This is a departure from traditional methods because the CCR material does not lend itself to storage in a traditional mass flow silo. This concept offers flexibility for handling the CCR material, which is critical. Being able to “push” the material quickly out to the landfill to a receiving vessel reduces pressure on the plant operators. Having an efficient truck loading capability at the landfill also contributes to the overall efficiency.
This concept uses a pipe conveyor to connect the power plant storage to the landfill storage. Note: this could also be a curved trough conveyor if the environmental permits would allow or if the route will allow it. Figure 2, shows a flow diagram illustrating the new concept arrangement.
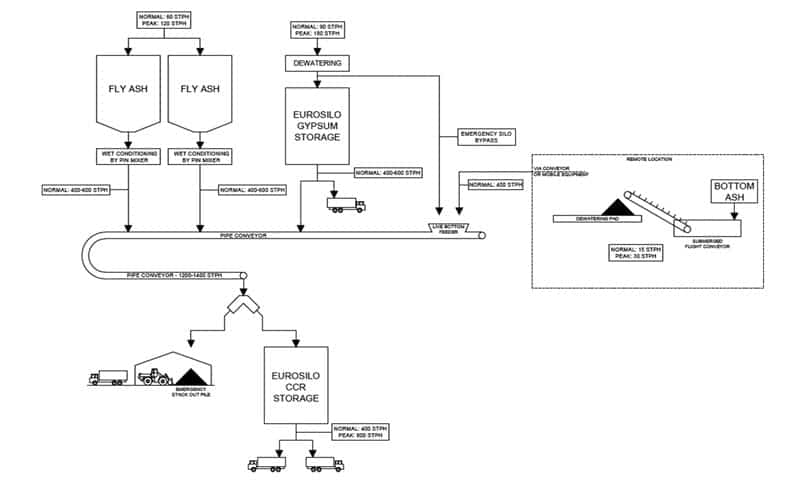
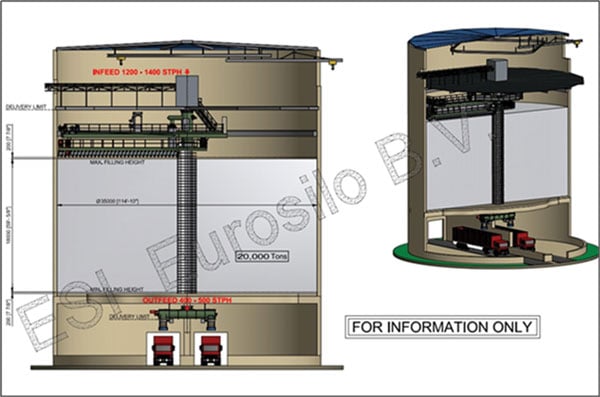
A Eurosilo is used at the plant to store the gypsum as well as the gypsum dewatering equipment (see Figure 3). This creates a very small footprint. A Eurosilo is also used at the landfill to store the comingled CCR waste (see Figure 4). Trucks are loaded under this landfill Eurosilo with a good loading efficiency. The pipe conveyor will carry the comingled CCR at a high tonnage rate from the plant to the landfill Eurosilo. This can be at the maximum conveyor capacity. Having a silo at the landfill allows the plant to quickly expel the daily CCR production to the landfill in a matter of a few hours. This relieves pressure on the plant operations and creates flexibility by allowing the plant to disengage from the landfill operation.

The plant portion of this concept envisions a live bottom hopper to receive the bottom ash adjacent to the gypsum Eurosilo and then two fly ash silos to store the dry fly ash (see Figure 5). The fly ash will be conditioned under each fly ash silo while depositing onto the pipe conveyor. All three pieces of equipment simultaneously reclaim their respective material directly onto the pipe conveyor. The pipe conveyor is in a conventional conveyor shape at this point and transitions into a pipe shape after the last fly ash silo.
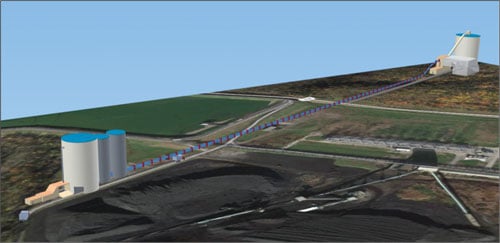
Being able to reclaim in close proximity to the pipe conveyor and at a high rate allows the conveyor to operate at peak capacity saving significant power cost per ton because the large motors are operating at peak efficiency. The pipe conveyor can negotiate sharp curves and hills on the way to the landfill, which eliminates transfers and additional conveyors. A pipe conveyor to a landfill is shown in Figure 6.

For gypsum handling with the Eurosilo, the sturdy augers work perfectly for FGD materials. There are approximately 60 gypsum Eurosilos in operation in Europe. Of that total approximately half have dewatering on top of the silo to minimize cost and footprint. The primary challenge of this concept is to demonstrate that the operator can store the comingled CCR in the landfill Eurosilo and justify the cost.
Most fly ash blends tested showed that the blended CCR handles extremely easily in the Eurosilo. The material strength of these CCR blends, even when stored for long periods under pressure, do not exceed the Eurosilo auger capabilities so the concept offers the advantages noted. If the material will set up in such a way that it exceeds the auger capabilities, a discharge level can be applied. However, if the CCR landfill Eurosilo cannot be justified due to the slightly higher capital cost or material concerns, the Eurosilo concept is still the obvious choice at the plant location because it offers significant capital and operating cost savings.
The key to understanding this concept is to study the impact that the landfill CCR Eurosilo has on all aspects of the operation. Taking all subtle improvements into consideration illustrates how the landfill silo drives efficiencies.
Each constituent of the CCR waste stream has vastly different handling characteristics. The fly ash is dry and dusty and needs to be conditioned before transporting. Conditioning the fly ash is critical and has to be carefully done. Conditioning Powder River Basin (PRB) fly ash is even more critical because it can set up rapidly. The gypsum needs to be dewatered to between 10 percent and 15 percent moisture so that it is dry enough to transport, but it can become sticky and can set up to some extent under pressure while being stored. Eurosilos are specifically designed to store cohesive and sticky products like FGD over a longer period of time without bridging problems. The bottom ash needs some form of handling at least to cool it down (if a dry system) or dewater it before transport if it came from a submerged flight conveyor.
Figures 7 and 8, illustrate the plant and landfill equipment in more detail. Slight variations of this equipment layout are likely from site to site.
A closer look at landfill storage and loading equipment.
Can the CCR Eurosilo Handle PRB Fly Ash?
An obvious question is, “Can this concept handle PRB fly ash?” We have tested pure PRB fly ash and found, as many know, that the PRB ash will set up very quickly with the right amount of conditioning moisture. The set up is exacerbated when immediately packing the sample back into a mold to simulate storage under pressure. This is an interesting challenge for this concept if the plant is burning pure PRB coal but most plants do not burn pure PRB coal. If the plant is using pure PRB coal then it may not be a candidate, at least at this time, for the landfill Eurosilo part of this concept.
Tests of non-PRB fly ash have shown that it can be combined with the gypsum or bottom ash and the two materials create a better handling material with no set up problems. We also tested blends of gypsum and pure PRB fly ash. These tests are not intended to be all inclusive test results or the final testing on the subject but the test results do show the following general conclusions:
- Pure PRB fly ash, if conditioned and then put under pressure in a mold, will set up to a hard consistency quickly,
- Blends of 1:1 PRB fly ash and gypsum also set up once mixed and put under pressure in most cases but not as hard as pure PRB fly ash,
- Pure PRB fly ash, if conditioned to generate pellets with approximately 15 percent moisture, allowed to cure while not under pressure in a mold, and then mixed with gypsum did not exhibit any set up or strength increase during storage. This is the key to blending and storing PRB fly ash with this concept.
Using this concept it is intended that the gypsum and fly ash (and bottom ash at times) will mix while being loaded onto the pipe conveyor and then mix more while being discharged from the pipe conveyor. Once discharged into the CCR Eurosilo the materials will be mixed in the discharge chute, once again in the horizontal double auger to move the material to the telescopic chute and then once again while being placed in layers in the Eurosilo by two silo fill augers. This amount of mixing is enough to develop a homogenized blend.
During reclaiming to trucks, the CCR will again be mixed by the reclaiming augers and again in the double auger that load the trucks. So under normal conditions the CCR materials will be mixed to a near uniform consistency before loading into trucks at the landfill. The mixed CCR material is a nice consistency and is easier to handle than either fly ash or gypsum by itself. But this is pertaining to normal fly ash not pure PRB fly ash.
Testing has shown that pure PRB fly ash sets up very fast in the presence of water. For normal conditioning percentages such as 15 percent to 20 percent moisture, the fly ash sets up extremely fast and needs to be mixed violently with a cutting motion to keep the conditioned mixture from setting up into a solid mass. There are a number of conditioners that do just tha,t but more work is necessary to implement this type of conditioning into this concept.
It was speculated that mixing the conditioned PRB fly ash with the dewatered gypsum might inhibit the reaction of set up so we tested that also and found that if the PRB fly ash is not conditioned properly it will set up under pressure even when immediately mixed 1 to 1 with dewatered gypsum.
Test results show that the pure PRB conditioned ash samples set up to a strength higher than the Eurosilo augers can handle and, therefore, pose an unacceptable risk to store in the landfill CCR Eurosilo. The last test result shows that if the PRB ash is conditioned in a manner that uses up all its cementitious capabilities in the reaction (15 percent moisture conditioning) that subsequent combining with gypsum and storage under pressure does not create any substantial strength. More testing is required to flush this out, but the direction for the solution seems obvious.
Summary of Testing
The conditioning method for pure PRB fly ash is critical to assure that the conditioning completely reacts the lime (CaO), alkali and sulfate (SO4) in the fly ash to stop the pozzolanic reaction of the fly ash. This will assure that the ash does not further react while in the silo either in pure form or when mixed with the gypsum and or bottom ash (see Figure 9).

We have found, and the literature suggests, that if you condition the PRB fly ash to a point where it is deemed worthless for future cementitious uses it willl not set up further. Thus it can be stored in the Eurosilo whether mixed or not with the gypsum. We simulated the situation of being stored on the lower layer with 20 tons of material on top of the sample. Conditioning the PRB ash with 15 percent moisture until it stabilized and then mixing with gypsum eliminated the ability of the mixed sample to set up even under pressure. This has the potential to allow the storage of PRB fly ash in the future. But, at present, it is obvious that more testing is needed. Additionally, we did not test the fly ash of different blends of non-PRB coals with PRB coal and these different fly ash blends do need to be tested.
The question of an upset condition is always going to be present with this concept so we need to be able to handle that situation. The upset condition is when gypsum reclaiming to the pipe conveyor is halted for whatever reason and pure conditioned fly ash is sent to the landfill Eurosilo. If it is pure PRB fly ash then the conditioning method must create fully reacted pellets so that they do not subsequently react and set up during storage.
Under the worst-case scenario where the plant feels that they cannot put pure PRB fly ash into the landfill Eurosilo, then there is the option to divert the conditioned fly ash onto the stackout system that will be covered for dust control. Even if it sets up after being stacked on the ground at the landfill, it can still be handled with mobile loaders.
Alternatives to Eurosilo Concept for Landfill End Equipment
Option 1: Move the CCR to the landfill edge or into the landfill and simply stack the CCR into a large pile for handling with mobile equipment and short distance trucking. It is likely that this involves more operating costs and more environmental dust generation but the capital costs for this are far less than any other option.
Option 2: Move the CCR to a strategic point on the edge of the landfill and then transfer to a portable or shiftable conveyor system that essentially eliminates trucking within the landfill. Most importantly, this option eliminates the complexities of the truck loading operation as in Option 1. This would involve more capital cost for the moveable conveyors, but would save a huge amount of operating cost for the in landfill trucking.
Option 3: Use a discharge tower similar to those recently built that uses the pipe conveyor to feed the discharge tower and two truck loadout conveyors (see Figure 10). While this is not as efficient as using a Eurosilo to store and load the CCR, it does cost less by approximately $6M. It increases operating costs by not being able to move the CCR at the most efficient rate to the landfill but it does not cost as much.

As should be obvious, if you have a significant amount of CCR waste to be moved to a landfill, the storage and movement needs to be accurately modeled to illustrate which option best fits each individual site i.e., which option yields the lowest cost per ton for handling. In some cases, the best landfill option becomes obvious. In other cases, it is not so obvious and a detailed study will illustrate the answer.
Conclusions
This concept offers a plant that needs to move bottom ash, fly ash and gypsum to a landfill the flexibility to split the storage of the material to the plant and landfill and then move it rapidly to the landfill with no restriction on rate. This will save a significant amount of operating time just to transfer the material to the landfill. Once stored in the landfill Eurosilo, the truck loading operation is faster. For large volumes of CCR to be moved over a 20-year period, this truck loading efficiency gain adds up to sizable dollar savings.
The actual truck logistics can be complicated and several key variables need to be analyzed to model the exact landfill trucking operation. So the key to the overall puzzle is how to handle the material at the landfill end to make the trucking efficient. If you burn PRB coal that adds another layer of complexity and more testing is needed. But this concept offers clear-cut and certain capital and operating cost benefits at the plant end that should be carefully considered. When the operating costs are modeled and projected over a long term project life the savings are significant for plants generating significant volumes of CCR waste. The environmental benefits are also obvious. | WA
Richard Munson joined BEUMER (Kansas City, MO) in 2010, and is currently Director of Sales, Capital Systems – Conveying and Loading. He manages development and sales of pipe conveyors, curved trough conveyors and material handling systems for the Power, Cement, Mining and Port industries. Richard is an industrial engineer specializing in technical bulk material handling systems, Eurosilos and heavy machines, and is particularly adept at performing economic analyses of projects. Richard can be reached at (816) 245-7246, via e-mail at [email protected] or visit beumergroup.com.
References
- CEMA, Belt Conveyors for Bulk Materials, Seventh Edition, Chapter 1.
- Coal Ash Rule: How the EPA’s Recent Ruling Will Affect the Way Plants Manage CCRs, www.power-eng.com, ABMA Special Section
- “Trucking Cost Model for Transport Managers”, Upper Great Plains Transportation Institute, North Dakota State University, Mark Berwick and Mohammed Farooq, Aug. 2003
- Economic Transport of Waste to Landfills Using Overland Conveyor Technology, Simon Shipp and Richard Munson, Beumer Kansas City, Coal Gen Conference and Exhibition, Louisville, KY, August 15-17, 2012.
- Transporting Dry CCR to a Landfill, Richard Munson, Beumer Kansas City, Electric Power 2014, New Orleans, LA, April 1, 2014.
- Conveying Vs. Trucking Economics for Medium Sized Applications, R. Munson, Beumer Kansas City, SME Conference, February 2015.
- EPA Website, Laws & Regulations, Waste, Industrial Waste: Fossil Fuel Combustion Waste, Legislative History and Supporting Technical Documents. www.EPA.gov.
- EPA.gov, Redline Version of the Final Rule: Disposal of Coal Combustion Residuals from Electric Utilities, April 17, 2015.
- CCR Storage, Version 1 Power Point, ESI Eurosilo, Purmerend, Netherlands.
- Test results. PRB Fly Ash & Gypsum test program, March / April 2015, ESI
- Eurosilo, Purmerend, Netherlands.