The welded yoke brake chamber product has come a long way from a product created to assist manufacturing efficiency to ensuring the braking performance and safe operation of air-braked commercial vehicles.
By Len Gonzalez
For as long as there have been heavy-duty vehicles with air brakes, there have been concerns ensuring the proper length of a replacement brake chamber’s push-rod, when changing chambers on commercial vehicles. Maintaining proper replacement brake chamber push-rod length (as determined by the vehicle’s manufacturer) is not only a critical maintenance procedure, but is also a crucial step in maintaining the performance and efficiency of the vehicles braking system. Properly installing the correct brake chamber, with the correct push-rod length, is vital in assuring the vehicles ability to firmly hold while parked on grade, as well as the overall vehicle brake system capacity to stop the vehicle within a safe distance.
Previous Practices
For many years, all spring brake chambers installed on heavy-duty vehicles used a threaded push-rod that is cut to the proper length as specified by the manufacturer. These rod lengths may vary between vehicle manufacturers. Even different models within a single manufacturer could differ in the correct push-rod length. Many variables contribute to the varying push-rod lengths, including differing suspensions and axle configurations. To allow quick installation during production, heavy-duty vehicle manufacturers had OEM brake chamber suppliers pre-cut the push-rod to the proper length, thereby necessitating brake chambers at the factory with varying push-rod lengths depending on the models of heavy-duty vehicles built.
When brake chamber replacement becomes necessary in the aftermarket, aftermarket brake chamber manufacturers typically produced chambers with a universal 8-inch threaded push-rod as a “one size fits all” replacement part. This allowed for a universal replacement part, whereby a mechanic usually compared the push-rod length of the previous chamber, and cut the push-rod of the replacement chamber to match the length of the chamber being replaced. The issue then arose where mechanics failed to use proper procedures when cutting the threaded rod. This resulted in the vehicle brakes being set up improperly, causing problems such as inadequate parking brake performance (vehicles rolling when parked), increased vehicle instability during panic stops, or increased stopping distances during brake events. In the case of earlier model year vehicles that used manual brake adjusters, the push-rod length wasn’t as critical as the brake adjuster was set manually, and could somewhat compensate for push-rod length error. This was an industry-accepted practice that masked this problem before the advent of automatic brake adjusters (ABA’s). The automatic brake adjuster, mandated on all air-brake vehicles in 1995, didn’t allow room for error in the proper cutting of the push-rod, and depends on the proper push-rod length in order to maintain automatic adjustment as designed.
Improvements
Around the 2000 model year, heavy-duty vehicle manufacturers were searching for methods to decrease duplicate part inventories in manufacturing. Since there could be many brake chambers used on a given truck model, the goal of the manufacturer was to set a common wheel-end design that called for a more unified application. Thus, a new actuator setup was released, which called for a much shorter push-rod than used in the past, and also had to fit all brake adjusters on the market. Due to this need, a new welded yoke push-rod was designed to replace the traditional threaded rod and clevis. Using one axle design as opposed to an assortment of designs, heavy-duty vehicle manufacturers were able to cut inventory costs and use one-rod length for the entire vehicle in most cases. Eventually, many heavy-duty vehicle manufacturers adopted the welded yoke brake chamber design in order to provide better efficiency in the production of the vehicle.
By the time these newer vehicles with welded yokes were ready for aftermarket chamber replacement, it was found that many shops still continued to use the 8-inch threaded rod to replace the welded yoke chamber. Because of the new welded yoke rod’s shorter length (much less than those used in the past), it became a challenge in many shops to cut the rod correctly. It was at this time that the welded yoke brake chamber for the aftermarket was designed as a like-for-like replacement for the welded yoke factory installed brake chamber.
After the advent of the welded yoke brake chamber as an aftermarket replacement, it was soon discovered that the welded yoke brake chamber contained benefits the threaded rod counterpart had been missing. This included ease of installation and most importantly, proper rod length that assured efficient brake use and the brake adjuster’s ability to maintain adjustment, thereby maintaining a safer, more stable commercial vehicle and less time involved which yields lower overall replacement cost.
The Benefits
Beyond the safety aspect, using the welded yoke brake chamber provides convenience and reduces the time necessary for brake chamber replacement. With threaded rod chambers, the task included cutting of the steel push-rod to the required length, followed by the installation of a separate clevis. With the welded yoke chamber these extra steps are eliminated. This then saves an average of 30 minutes of labor per brake chamber replaced, which decreases maintenance costs, as well as the vehicle downtime. Thus fleets using welded yoke brake chambers benefit from a decrease in down time and labor from road calls, in addition to properly maintained vehicles with properly performing brakes.
As an example, using the 30-minute savings per brake chamber based on the average shop labor rate of $130, this reduces labor costs by $65 on in-shop replacements, or $110 on the average road call. On a typical fleet replacing 30 brake chambers per year, this would result in savings of $1,950 for in-shop replacement or $3,300 on road calls, and any associated administrative costs.
Perhaps the largest benefit to the fleet operator is from a safety perspective as noted earlier. Improperly setup brakes can result in vehicle rollaway conditions, or increase the likelihood of a collision exposing the fleet to potential liability.
Fleet Use
Since the inception of the welded yoke brake chamber, fleets were slow to accept the design but soon came to realize the savings in time, labor and the safety assurance of a correct installation. Many safety managers nationwide viewed this as a way to ensure that the vehicles met safety standards for proper braking and overall vehicle control while reducing liability.
When the welded yoke was introduced, the chamber came in one rod length in a long-stroke configuration only. Due to the increased demand of the welded yoke brake chamber, there are currently many configurations available.
Chambers with very short rods may not be effectively replaced with a threaded rod construction. Chambers with a yoke pin hole less than 2.5” from the bottom of the chamber should not be replaced with the threaded rod construction. The jam nut may run into the bottom of the chamber preventing the chamber from returning completely. A chamber with a 2.25” pin-hole position lacks 0.090 inch of clearance preventing the chamber from fully returning (see Figure 1).
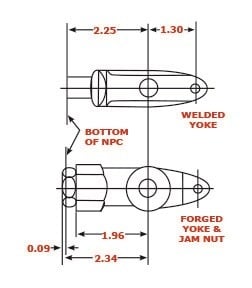
The figure is based on known specifications of various manufacturers; however, certain applications may differ than shown. MGM suggests contacting the truck’s manufacturer to verify the proper chamber and rod length to assure proper chamber replacement.
Figure courtesy of MGM Brakes.
Determining the proper length to cut the rod is usually based on the rod length of the chamber being removed. A broken spring that prevents a spring brake parking chamber from being fully caged sets the stage for cutting the rod too short, altering the geometry of the brake linkage.
The welded yoke brake chamber product has come a long way from a product created to assist manufacturing efficiency to ensuring the braking performance and safe operation of air-braked commercial vehicles.
Len Gonzalez is National Sales Manager – Vocational Markets for MGM Brakes (Charlotte, NC), a privately-owned, American-made spring brake manufacturer. Coming from a successful family truck repair business in West Tampa, FL, Len has managed and advised on commercial vehicle procurement, application, specification and maintenance programs for fleets such as Ryder Truck Leasing, Penske Logistics and SWS of America. At MGM, Len works directly with MGM Engineering and Quality in product development, design, improvement, and application for on and off road Vocational Market vehicles. For product marketing, in addition to developing customer-specific field training programs, Len provides technical training and materials for MGM’s outside sales staff. He can be reached at (813) 476-1534 or via e-mail at [email protected].
NOTE: For those using 2-pin slack adjusters, the welded yoke chamber listed has a measurement between the pins on the welded yoke of 1.30”. If the vehicle’s original manufacturer’s clevis has a measurement other than 1.30”, the welded yoke chamber listed cannot be used and a threaded rod chamber with a clevis using the proper pin spacing recommended by the vehicle’s manufacturer should be used instead.